4 钢结构工程
《钢结构工程施工规范》GB 50755-2012
11.2.4 钢结构吊装作业必须在起重设备的额定起重量范围内进行。
11.2.6 用于吊装的钢丝绳、吊装带、卸扣、吊钩等吊具应经检查合格,并应在其额定许用荷载范围内使用。
《钢结构工程施工质量验收规范》GB 50205-2001
4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。
4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
4.4.1 钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。
5.2.2 焊工必须经考试合格并取得合格证书。持证焊工必须在其考试合格项目及其认可范围内施焊。
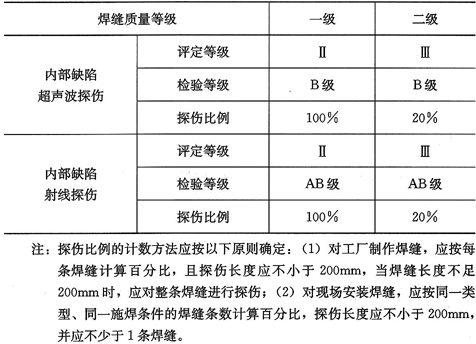
5.2.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB 11345或《钢熔化焊对接接头射线照相和质量分级》GB 3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T 3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T 3034.2、《建筑钢结构焊接技术规程》JGJ 81的规定。
一级、二级焊缝的质量等级及缺陷分级应符合表5.2.4的规定。
表5.2.4 一、二级焊缝质量等级及缺陷分级
6.3.1 钢结构制作和安装单位应按本规范附录B的规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,其结果应符合设计要求。
8.3.1 吊车梁和吊车桁架不应下挠。
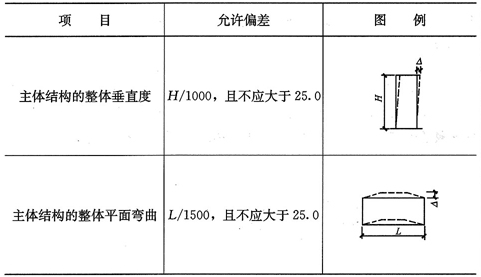
10.3.4 单层钢结构主体结构的整体垂直度和整体平面弯曲的允许偏差应符合表10.3.4的规定。
表10.3.4 整体垂直度和整体平面弯曲的允许偏差(mm)
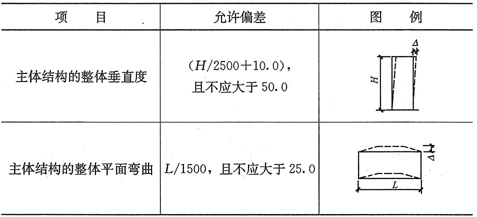
11.3.5 多层及高层钢结构主体结构的整体垂直度和整体平面弯曲的允许偏差应符合表11.3.5的规定。
表11.3.5 整体垂直度和整体平面弯曲的允许偏差(mm)
12.3.4 钢网架结构总拼完成后及屋面工程完成后应分别测量其挠度值,且所测的挠度值不应超过相应设计值的1.15倍。
14.2.2 涂料、涂装遍数、涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,涂层干漆膜总厚度:室外应为150μm,室内应为125μm,其允许偏差为-25μm。每遍涂层干漆膜厚度的允许偏差为-5μm。
14.3.3 薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求。厚涂型防火涂料涂层的厚度,80%及以上面积应符合有关耐火极限的设计要求,且最薄处厚度不应低于设计要求的85%。
《建筑钢结构焊接技术规程》JGJ 81-2002
3.0.1 建筑钢结构用钢材及焊接填充材料的选用应符合设计图的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告;其化学成分、力学性能和其他质量要求必须符合国家现行标准规定。当采用其他钢材和焊接材料替代设计选用的材料时,必须经原设计单位同意。
4.4.2 严禁在调质钢上采用塞焊和槽焊焊缝。
5.1.1 凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:
1 国内首次应用于钢结构工程的钢材(包括钢材牌号与标准相符但微合金强化元素的类别不同和供货状态不同,或国外钢号国内生产);
2 国内首次应用于钢结构工程的焊接材料;
3 设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及施工单位所采用的焊接工艺参数、预后热措施等各种参数的组合条件为施工企业首次采用。
7.1.5 抽样检查的焊缝数如不合格率小于2%时,该批验收应定为合格;不合格率大于5%时,该批验收应定为不合格;不合格率为2%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处,如在所有抽检焊缝中不合格率不大于3%时,该批验收应定为合格,大于3%时,该批验收应定为不合格。当批量验收不合格时,应对该批余下焊缝的全数进行检查。当检查出一处裂纹缺陷时,应加倍抽查,如在加倍抽检焊缝中未检查出其他裂纹缺陷时,该批验收应定为合格,当检查出多处裂纹缺陷或加倍抽查又发现裂纹缺陷时,应对该批余下焊缝的全数进行检查。
7.3.3 设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:
1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》GB 11345B级检验的Ⅱ级或Ⅱ级以上;
2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》GB 11345 B级检验的Ⅲ级或Ⅲ级以上。
《钢结构焊接规范》GB 50661-2011
4.0.1 钢结构焊接工程用钢材及焊接材料应符合设计文件的要求,并应具有钢厂和焊接材料厂出具的产品质量证明书或检验报告,其化学成分、力学性能和其他质量要求应符合国家现行有关标准的规定。
5.7.1 承受动载需经疲劳验算时,严禁使用塞焊、槽焊、电渣焊和气电立焊接头。
6.6.1 除符合本规范6.6节规定的免予评定条件外,施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数的组合条件,应在钢结构构件制作及安装施工之前进行焊接工艺评定。
8.1.8 抽样检验应按以下规定进行结果判定:
1 抽样检验的焊缝数不合格率小于2%时,该批验收合格;
2 抽样检验的焊缝数不合格率大于5%时,该批验收不合格;
3 抽样检验的焊缝数不合格率为3%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊缝长线各增加一处,在所有抽检焊缝中不合格率不大于3%时,该批验收合格,大于3%时,该批验收不合格;
4 批量验收不合格时,应对该批余下的全部焊缝进行检验;
5 检验发现1处裂纹缺陷时,应加倍抽查,在加倍抽检焊缝中未再检查出裂纹缺陷时,该批验收合格;检验发现多处裂纹缺陷或加倍抽查又发现裂纹缺陷时,该批验收不合格,应对该批余下焊缝的全数进行检查。
《钢结构高强度螺栓连接技术规程》JGJ 82-2011
3.1.7 在同一连接接头中,高强度螺栓连接不应与普通螺栓连接混用。承压型高强度螺栓连接不应与焊接连接并用。
4.3.1 每一杆件在高强度螺栓连接节点及拼接接头的一端,其连接的高强度螺栓数量不应少于2个。
6.1.1 高强度螺栓连接副应按批配套进场,并附有出厂质量保证书。高强度螺栓连接副应在同批内配套使用。
6.2.6 高强度螺栓连接处的钢板表面处理方法及除锈等级应符合设计要求。连接处钢板表面应平整、无焊接飞溅、无毛刺、无油污。经处理后的摩擦型高强度螺栓连接的摩擦面抗滑移系数应符合设计要求。
6.4.5 在安装过程中,不得使用螺纹损伤及沾染脏物的高强度螺栓连接副,不得用高强度螺栓兼作临时螺栓。
6.4.8 安装高强度螺栓时,严禁强行穿入。当不能自由穿入时,该孔应用铰刀进行修整,修整后孔的最大直径不应大于1.2倍螺栓直径,且修孔数量不应超过该节点螺栓数量的25%。修孔前应将四周螺栓全部拧紧,使板迭密贴后再进行铰孔。严禁气割扩孔。
《钢筋混凝土筒仓施工与质量验收规范》GB 50669-2011
3.0.4 筒仓工程所用的材料、半成品、成品应有产品合格证和检验报告,其品种规格、技术指标和质量等级应符合设计要求和相关标准的规定。用于筒仓工程的材料、构配件必须进行现场验收,混凝土原材料、钢筋及连接件、预应力筋及锚夹具、连接器、钢结构钢材、防水材料、保温材料等应在现场抽取试样进行复试检验。
3.0.5 存放谷物及其他食品的筒仓,仓壁及内涂层应严格选用符合设计和卫生要求的产品。
5.2.1 筒体水平钢筋的品种、规格、间距及连接方式必须满足设计要求。
5.6.2 筒仓内衬材料的品种、规格必须符合设计要求,筒仓内衬材料以及耐磨层的粘结材料、安装紧固件等应分批进行现场验收。
8.0.3 筒仓工程的避雷引下线应在筒体外敷设,严禁利用其竖向受力钢筋作为避雷线。
11.2.2 工程耐久性必须符合设计要求。
《铝合金结构工程施工质量验收规范》GB 50576-2010
14.4.1 当铝合金材料与不锈钢以外的其他金属材料或含酸性、碱性的非金属材料接触、紧固时,应采用隔离材料。
14.4.2 隔离材料严禁与铝合金材料及相接触的其他金属材料产生电偶腐蚀。
 |